Xane
Xane







01










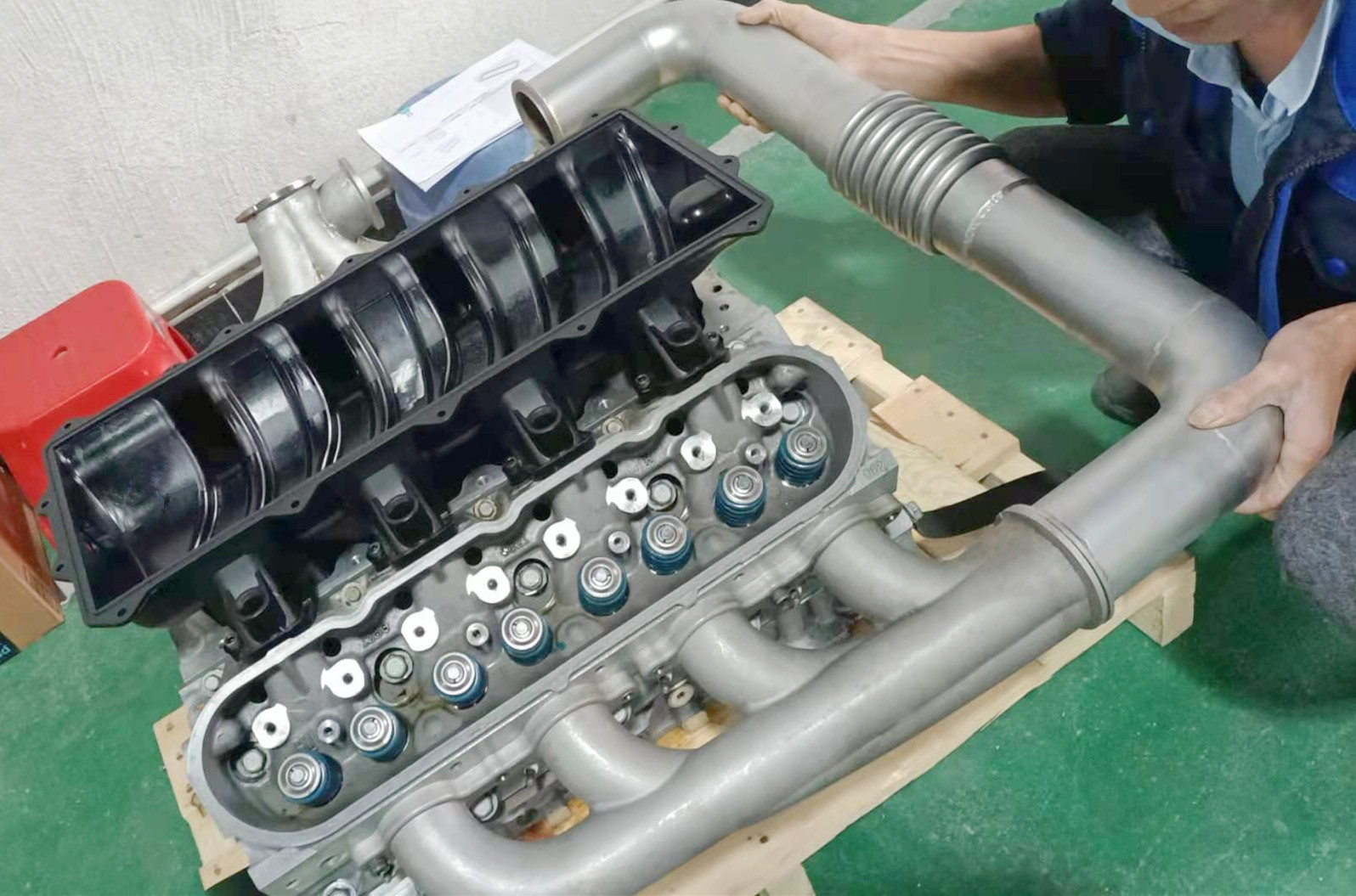
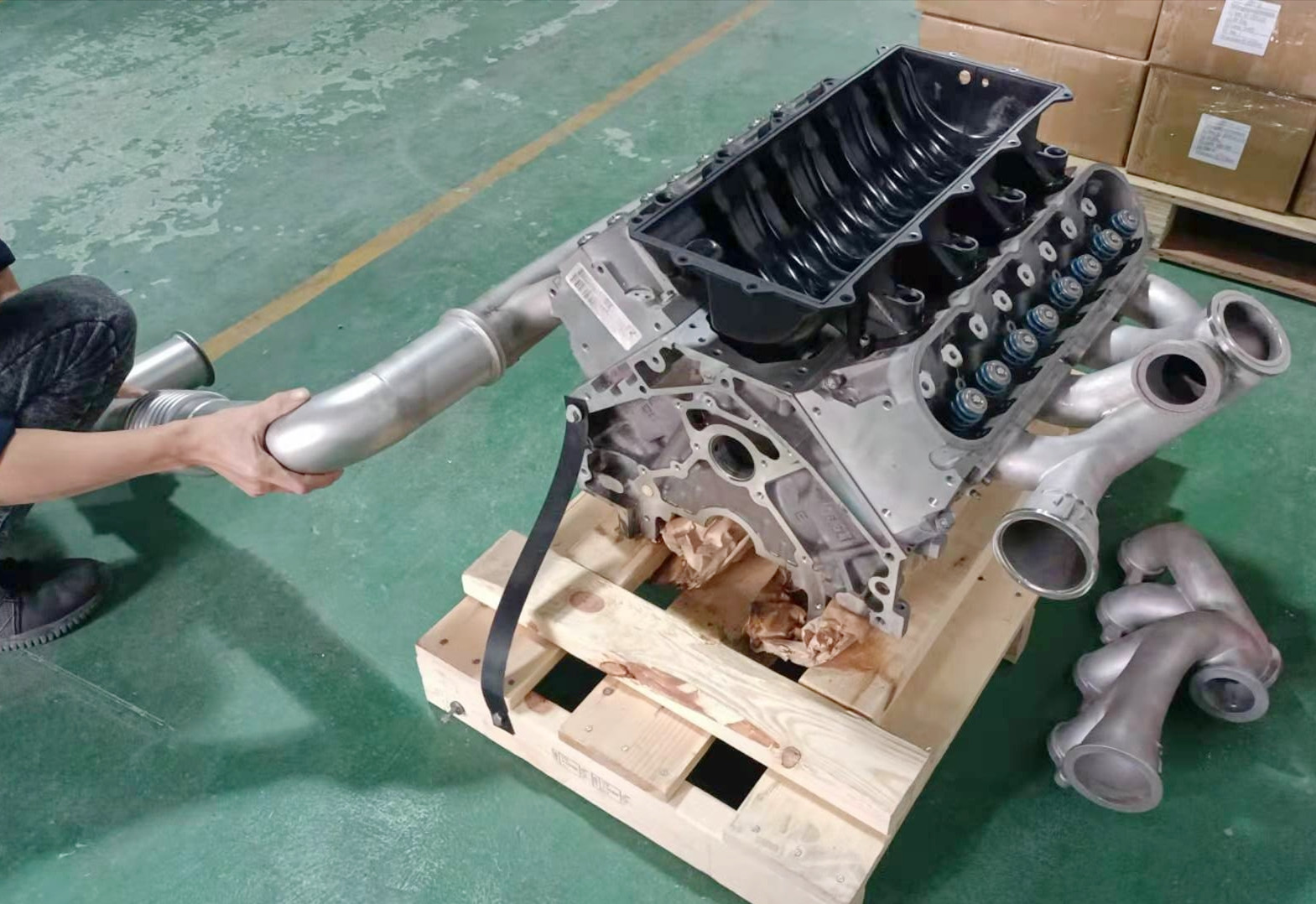
ISO9001 Manufacturer Custom Cast Iron Turbo Exhaust Manifold
şirove2
şirove2

①Berxwedana oksîdasyonê ya baş di germahiya bilind de: Zêdekirina hêmanên alloybûnê li materyalê: Performansa dijî-oksîdasyonê ya materyalê di germahiya bilind de rasterast bandorê li jiyana karûbarê guheztina derzê dike. Hesinê asayî bê guman nikare hewcedariyên xwe bicîh bîne, ji ber vê yekê hêmanên alloyê di materyalê de zêde dikin da ku berxwedana oksîdasyona germahiya bilind a materyalê baştir bikin.
②Mîkrostruktura îstîqrar: Materyalên matrixê bijare avahiyek ferrît an austenite ya domdar e.
③ Germahiya bilind û berxwedana korozyonê: Rêjeya piçûk a berfirehbûna germî ji bo kêmkirina stresa termal û deformasyona pirtirên derzê û ji bo baştirkirina performansa hilberê û jiyana karûbarê sûdmend e.
④ Performansa pêvajoyê ya baş: Gelek cûrbecûr materyalên metalê yên berxwedêr û germahiya bilind hene, lê ji ber şeklê tevlihev a guhêrbarê exhaustê, pêdivî ye ku materyalê ku ji bo çêkirina kavilê derzê tê bikar anîn xwedan xebatek baş be.

1.Materyal: Hesin hesin an polayê zengarnegir 201ss
2.Xizmet: avêtina qûmê, avêtina gravity, avêtina mirinê ya tansiyona bilind, avêtina mirinê ya zexta nizm û avêtina Machining CNC.
3. Amûrên avêtinê: Makîneya avêtina qûmê; Amûrên gazkirina gazê û derfetên paqijkirina materyalê; 5 Set Makîneyên CNC; 3 set Makîneyên mîzê; 3 sets Makîneyên zivirîn; 10 set makîneyên sondaj û tap.
4. Tesîsa ceribandinê: spektrometer, makîneya ceribandina tîrêjê, makîneya ceribandina hişkiyê, rapora pîvana CMM.
5. Machining Precision: CNC zivirîn, mêlkirin, kolandin, rijandin, birrîn, reaming û threading.
6.Finished:Pilkirin, teqandina qûmê, dermankirina germahiyê, boyaxkirin, xêzkirina toz, anodîzasyon, elektrîkkirin, plating Krom, paqijkirina neynikê.
1.Verast bikin ku modela pirtirkêmtirîna exhaustê bi wesayîtê re têkildar e.
2. Wesayîtê rakin da ku çêtir bigihîjin pergala exhaustê ya jêrîn. Bi karûbarek bişkojka gûzê ya heyî rakin.
3.Clean binê pergala exhaust. Pargîdaniya eksê ya orîjînal rakin, dibe ku binê pergala exhaustê bermayî an zirav hebe, pêdivî ye ku bi detergent an amûrên firçeya têl were paqij kirin.
4.Install exhaust manifold nû. Pargîdaniya nû ya derzê li ser pêwendiya heyî bixin û wê bi kulmekê ewle bikin. Pêdivî ye ku were zanîn ku divê di dema sazkirinê de arastekirina kavilê derzê were baldar kirin da ku rêwerdana hewayê rast be.
5.Connect manifold exhaust ji bo sîstema exhaust bottom. Kulîlkek bikar bînin da ku pelika exhazê bi pergala exhaustê ya jêrîn ve girêbidin û pê ewle bin ku di pêwendiyê de lekeyek hewayê tune.
6.Sazkirina pergala exhaustê kontrol bikin. Piştî sazkirinê pêdivî ye ku meriv kontrol bike ka pergala exhaustê saxlem e, gelo rijandin heye. Ger lekeyek were dîtin, pêdivî ye ku ew di wextê de were sererast kirin.